Solenoid valves are widely used in our production. We have encountered many problems related to solenoid valves in the maintenance of production. We have also dealt with various faults. Everyone must have accumulated a lot of problems related to solenoid valves. The experience of handling, and I have relatively few faults in the handling of solenoid valves in maintenance, and now I will discuss this issue together.
We have a preliminary understanding of the solenoid valve. The solenoid valve is composed of a solenoid coil and a magnetic core. It is a valve body containing one or several holes. When the coil is energized or de-energized, the operation of the core will cause fluid to pass through the valve body or be severed to achieve the purpose of changing the direction of the fluid. The electromagnetic component of the solenoid valve is composed of a fixed iron core, a moving iron core, a coil and the like; the valve body portion is composed of a sliding valve core, a sliding valve sleeve, a spring base and the like. The solenoid is mounted directly on the valve body and the valve body is enclosed in a sealed tube to form a compact, compact combination. The solenoid valves we commonly use in production include two-position three-way, two-position four-way, and two-position five-way. Here we first talk about the meaning of the two: for the solenoid valve is the charging and power loss, for the valve is controlled to open and close.
In our oxygen generator instrument control system, the two-position three-way solenoid valve is used most, and it can be used to switch on or off the gas source during production to switch the pneumatic control membrane head gas path.
It consists of a valve body, a valve cover, an electromagnetic component, a spring and a sealing structure. The sealing block at the bottom of the moving iron core closes the valve body inlet by the pressure of the spring. After being energized, the electromagnet is sucked, and the sealing block with a spring on the upper part of the moving iron core closes the exhaust port, and the airflow enters the film head from the air inlet to control. When the power is lost, the electromagnetic force disappears, the moving iron core leaves the fixed iron core under the action of the spring force, moves downward, opens the exhaust port, blocks the air inlet, and the airflow of the film head is discharged through the exhaust port, and the diaphragm is restored. Original location. In our oxygen plant, there is an application in the emergency shut-off of the inlet regulator valve of the turboexpander.
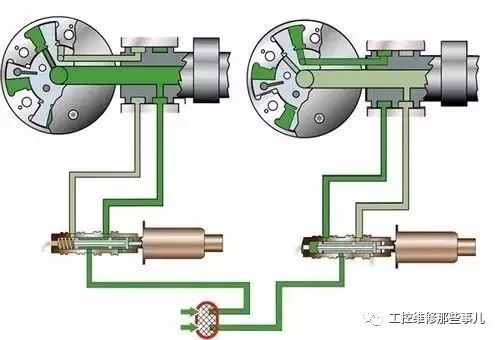
The four-way solenoid valve is also used in our production. Its working principle is as follows:
When a current passes through the coil, an exciting action is generated, the fixed iron core sucks the moving iron core, and the moving iron core drives the spool and compresses the spring, changing the position of the spool, thereby changing the direction of the fluid. When the coil loses power, the spring force is pushed by the elastic force of the spring, and the iron core is pushed back to make the fluid flow in the original direction. In our oxygen production, the molecular sieve switching system forced valve is controlled by a two-position four-way solenoid valve, and the air flow is supplied to both ends of the piston of the forced valve. Thereby controlling the opening and closing of the forced valve.
The failure of the solenoid valve will directly affect the action of the switching valve and the regulating valve. The common faults are that the solenoid valve does not operate. The following aspects should be checked:
(1) The solenoid valve terminal is loose or the wire ends are off, the solenoid valve is not energized, and the wire end can be tightened.
(2) When the solenoid valve coil is burnt out, the wiring of the solenoid valve can be removed and measured with a multimeter. If the circuit is open, the solenoid valve coil is burned out. The reason is that the coil is damp, causing poor insulation and magnetic leakage, causing the current in the coil to be too large and burning, so it is necessary to prevent rainwater from entering the solenoid valve. In addition, the spring is too hard, the reaction force is too large, the number of turns of the coil is too small, and the suction force is insufficient to cause the coil to burn. In emergency processing, the manual button on the coil can be turned from the “0†position to the “1†position during normal operation, so that the valve is opened.
(3) The solenoid valve is stuck . The clearance between the sliding valve sleeve of the solenoid valve and the valve core is very small (less than 0.008 mm), and it is generally a one-piece assembly. When mechanical impurities are introduced or the lubricating oil is too small, it is easy to get stuck. The treatment method can use the steel wire to break in from the small hole of the head to make it bounce back. The fundamental solution is to remove the solenoid valve, take out the valve core and the valve core sleeve, and clean it with CCI4, so that the valve core can move flexibly in the valve sleeve. When disassembling, pay attention to the assembly sequence and external wiring position of each component, so as to reassemble and wire correctly, and check whether the oil mist injection hole is blocked and the lubricating oil is sufficient.
(4) Air leakage . Leakage can cause insufficient air pressure, making it difficult to open and close the forced valve due to damage to the gasket or wear of the spool to cause several cavity helium.
When dealing with the solenoid valve failure of the switching system, the appropriate timing should be selected, and the solenoid valve should be processed when the power is lost. If the processing is not completed within one switching gap, the switching system can be suspended and taken care of.
Liquid Crystal Display For Clock
Dongguan Yijia Optoelectronics Co., Ltd. , https://www.everbestlcdlcms.com